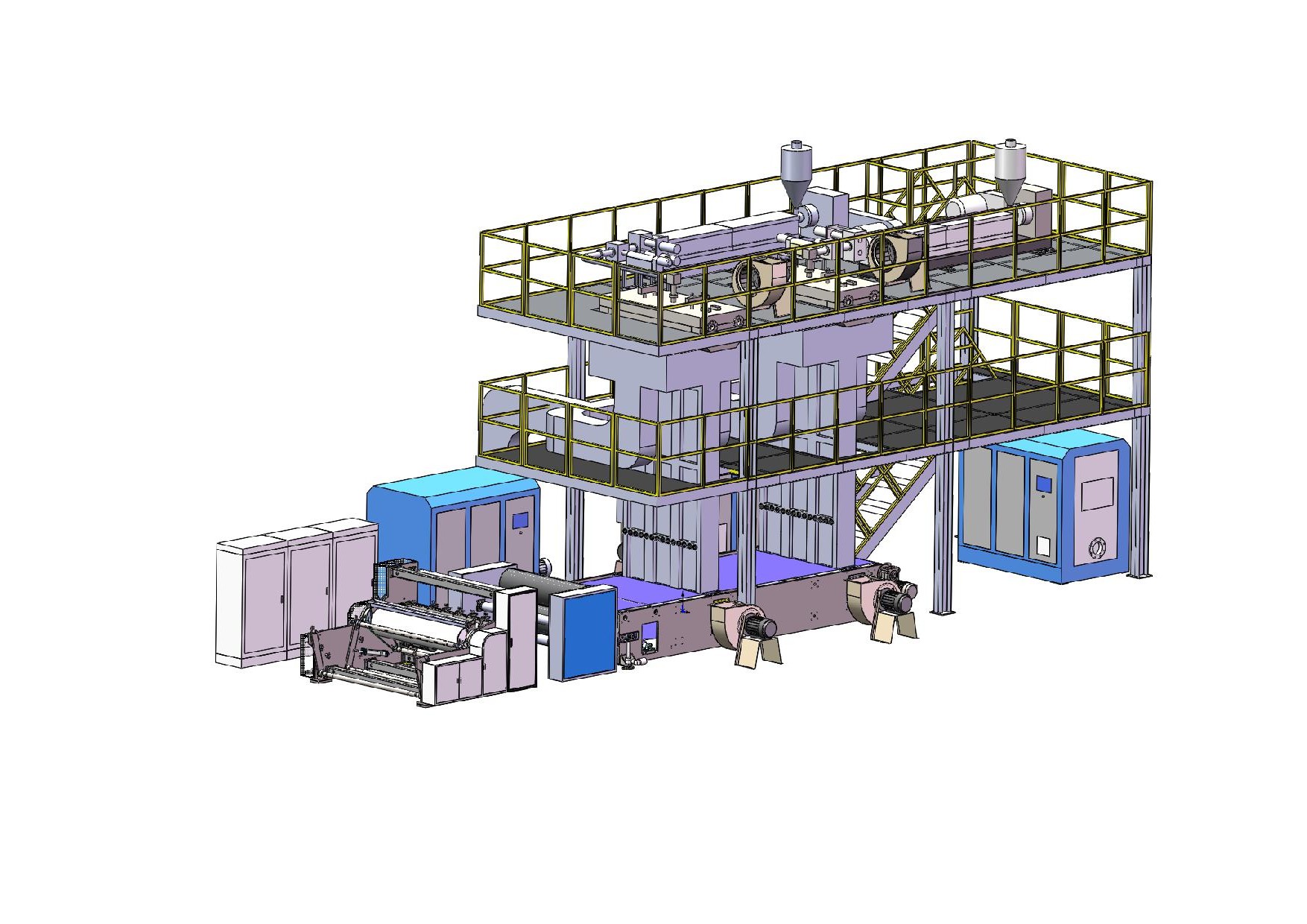
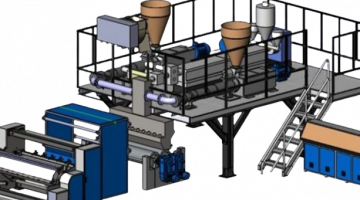
Линија за производњу двослојног спунбонда 2400 (SS)
Наручите опремуСпецификације
| Дебљина слоја: | 0.010-0.25 | mm |
| Ширина слоја: | 2400 | mm |
| Структура слојева: | A – спунбонд B – спунбонд | |
| Сировина која се користи: | Грануларни полипропилен | |
| Макс продуктивност екструдера: | 400-450 | kg/sat |
| Потрошња енергије екструдера: | 800 кВт | kWt |
| Линеарна брзина | До 300 | m/min |
| Напајање | 380 / 50 | W/Hz |
| Нето тежина: | До 50 000 | Kg |
| Димензије: (Д*Ш*В) | 25000*10100*11000 | mm |
Детаљан опис
Модул за екструзију
Модул за екструзију је почетна фаза производње спунбонда. У левак за пуњење модула се уносе полипропиленске грануле са ПТР 35-45 јединица од главнијих руских произвођача. Из зоне пуњења грануле одлазе у вијчани пар. Вијчани пар то је Архимедов вијак са омотачем, најближи аналог у домаћинству је осовина у машини за млевење меса. Унутар вијчаног пара, под утицајем притиска и температуре, долази до постепеног топљења полипропилена и формирања растопљеног материјала. Обртање вијка гура растопљени материјал напред дуж осе модула за екструзију. На крају модула растопљени материјал постаје хомоген и има притисак од 40–50 mPa.
Филтер растопљеног материјала
Током производње, препакивања и утовара полипропиленских гранула у екструзиони модул, неизбежно је да честице прашине, амбалажна влакна и други загађивачи доспеју унутра. Како би се избегла контаминација следећих јединица, користе се уређаји за филтрирање. Унутар филтера растопљеног материјала полипропилен је подељен на два дела и пролази кроз металне мреже од кепера. Непотребне честице остају на решеткама, растопљени материјал пролази даље. Временом мреже се запрљају, пропусност филтера се смањује, тако да се мреже морају периодично мењати.
Пумпа за допремање растопљеног материјала
За производњу висококвалитетног спунбонда потребно је одржавати стабилан притисак растопљеног материјала током формирања влакана. Због тога се испред алата за формирање уграђује зупчаста пумпа, која провлачи растопљени материјал кроз себе и компензује пад притиска од рада екструзионог модула и филтера за растопљени материјал.
Глава у систему за екструзију спунбонда Liutira
Глава у систему за екструзију је прва фаза формирања влакана. У њој се јавља почетна дистрибуција растопљеног материјала из канала пречника 150 mm у шупљину ширине 2800 mm. Важно је осигурати да проток материјала буде исти по целој ширини. Због тога конструкција главе се израчунава у компјутерским системима за пројектовање, а затим се тестира на пробним пуштањима. Такође у глави се налазе филтерске мрежице за рефилтрацију полипропилена.
Матрица за формирање спунбонд влакана Liutira
Матрица се састоји од 2 перфориране челичне плоче. Пролазећи кроз њу растопљени материјал се дели на много малих токова и истискује вани. Пречник и позиција рупа имају значајан утицај на физичка својства финалног производа.
Јединица за уклањање мономера
Полипропиленске грануле се производе у хемијским постројењима према различитим технологијама. Главна реакција је полимеризација пропилена. Нажалост, процес полимеризације се никада не дешава у потпуности. Према томе, грануле робног полипропилена увек садрже остатке неизреагованих једињења и других супстанци. У процесу топљења ове супстанце прелазе у течну или гасовиту фазу и могу да се кондензују на излазу из матрице. Они се уклањају из зоне екструзије помоћу напе.
Систем за кристализацију, оријентацију и екстракцију
Након излазка из матрице потребно је охладити влакна, повећати чврстоћу и смањити пречник. Све ове операције се изводе у каналу за хлађење. Ваздух се доводи унутар канала кроз адаптер у облику слова Т и иде доле заједно са влакнима. За јачање влакана примењује се оријентациони ефекат. Када се полимер растеже, неки од његових молекула се растежу у правцу примене силе и повећавају затезну чврстоћу у овом правцу. У доњем делу канала за хлађење налази се Вентуријева цев, канал променљивог пресека. Приликом проласка кроз њу, брзина ваздуха се повећава до 3-4 брзине звука. Након Вентуријеви цеви, влакна постају тања и јача.
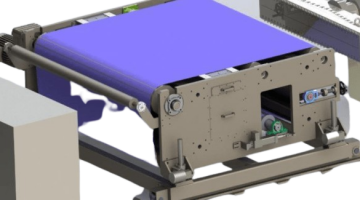
Пријемна покретна трака:
Пријемна покретна трака је петљаста мрежа од фибергласа на коју влакна падају. Ваздух пролази кроз мрежу и враћа се вентилаторима испод траке.
Трака формира почетна платно у облику појединачних влакана која нису међусобно повезана у танком слоју.
Каландер термичког везивања.
За везивање влакана користе се загрејани каландери. То су две осовине, од којих једна има избочине које гурају кроз слој влакана и топе их на месту притиска. Величина и узорак избочина је оно што одређује коначни узорак на спунбонду.
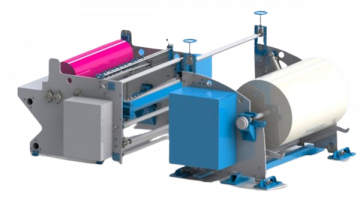
Аутоматска контактна машина за намотавање.
Машина за намотавање конвертује непрекидно платно са каландера у ролну намотану на картонско језгро. Након намотавања, спунбонд ролна се шаље на сечење према димензији или пакује за отпрему наручиоцу.
Систем управљања
- Контрола температуре: аутоматски ПИД регулатори.
- Контрола притиска топљења на модулу за екструзију: аутоматски ПИД регулатори.
- Промена параметара рада и управљања се врши преко контролног сензорног панела.
- Контролна табла је на руском језику.
Логички контролер, који се програмира, регулише одржавање параметара рада у аутоматском режиму. Такође он је одговоран за интеракцију са интерфејсом сензорног панела.


Чекати. Ми ћемо вас контактирати
Подношењем пријаве овлашћујете прикупљање и обраду личних података. Правила о приватности.